
加工中心编程难点详讲-椭圆轮廓加工案例详讲
曲面加工对于加工中心佰利乐来说,不论是编程还是实际操作都是难点,也是考验金属切削技术水平的关键环节。小编给大家推荐一种方程曲线的切削加工,希望可以帮助您再遇到曲面加工时多一种操作思路和解决办法。在实际的金属切削加工中,会经常遇到工件轮廓是某种曲面的情况,此时可以编写宏程序完成曲面的加工。
佰利乐 首先要合理安排曲线切削加工的走刀路线,注意下面几个方面:
佰利乐 1.粗加工:应根据毛坯的情况选用合理的走刀路线。
2.精加工:一般应采用仿形加工,即半精车、精车各一次。
佰利乐 3.对棒料、外圆切削,应采用类似G71的走刀路线;
佰利乐 4.对盘料,应采用类似G72的走刀路线;
5.对内孔加工,选用类似G72的走刀路线较好,此时镗刀杆可粗一些,易保证加工质量。
佰利乐 我们以椭圆轮廓为例详细讲解一下方程曲线的切削方法。
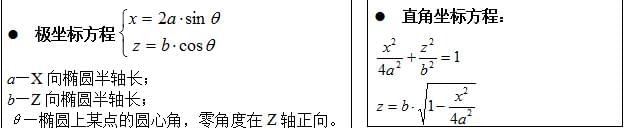
佰利乐 对椭圆轮廓,其方程有两种形式。粗加工,采用G71/G72走刀方式时,用直角坐标方程比较方便;而精加工(仿形加工)用极坐标方程比较方便。
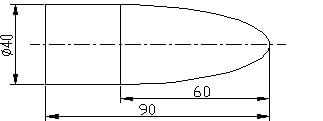
加工下图所示椭圆轮廓,棒料Φ45,编程零点放在工件右端面,可参考编程如下:
|
%200 |
|
|
G50 X100 Z200; |
|
|
T0101; |
|
|
佰利乐 G95 G0 X41 Z2 M03 S800; |
|
|
佰利乐 G1 Z-100 F0.3; |
粗加工开始 |
|
佰利乐 G0 X42; |
|
|
Z2; |
|
|
佰利乐 #1=20*20*4; |
4a2 |
|
佰利乐 #2=60; |
b |
|
#3=35 ; |
佰利乐 X初值(直径值) |
|
佰利乐 WHILE[ #3 GE 0] DO1; |
粗加工控制 |
|
#4=#2*SQRT[1-#3*#3/#1]; |
Z |
|
佰利乐 G0 X[#3+1] ; |
进刀 |
|
G1 Z[#4-60+0.2] F0.3; |
切削 |
|
佰利乐 G0 U1; |
退刀 |
|
Z2; |
返回 |
|
#3=#3-7; |
下一刀切削直径 |
|
佰利乐 END1; |
|
|
#10=0.8; |
佰利乐 x向精加工余量 |
|
佰利乐 #11=0.1; |
佰利乐 z向精加工余量 |
|
佰利乐 WHILE[ #10 LE 0] DO1; |
佰利乐 半精、精加工控制 |
|
佰利乐 G0 X0 S1500; |
进刀,准备精加工 |
|
佰利乐 #20=0 ; |
佰利乐 角度初值 |
|
WHILE [#20 LE 90] DO2; |
曲线加工 |
|
佰利乐 #3=2*20*SIN[#20]; |
X |
|
#4=60*COS[#20]; |
Z |
|
G1 X[#3+#10] Z[#4+#11] F0.1; |
|
|
佰利乐 #20=#20+1; |
|
| END2 | |
|
佰利乐 G1 Z-100; |
|
|
佰利乐 G0 X45 Z2; |
|
|
#10=#10-0.8; |
|
|
佰利乐 #11=#11-0.1; |
|
|
END1; |
|
|
G0 X100 Z200 T0100; |
|
|
佰利乐 M30; |
以上是椭圆加工的完整编程,小编主要是想给大家介绍一种方程曲线切削加工思路,希望可以对大家有所帮助,如果您对加工中心还有采购需求也和或者在加工工方面存在技术难题欢也迎您许与我们联系,成海机床将是您加工中心事业上永远的伙伴。




